|
|
|
|
私達は、お客様との信頼を第一に考え、その信頼を得る為にも日々各部署、各プロセスの匠の技術者が切磋琢磨し、時代の流れに乗り遅れることなく、技術を磨き続けております。

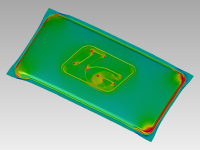
【製品評価】
客先から支給されたプレス部品データを、社内のプレス成形シミュレーションソフトを駆使し、
プレス成形性を評価・解析します。
その結果、成形性が困難であったり、問題がある場合は、客先にプレス部品の形状等の変更、
改善を提案します。
【プレス成形シミュレーション】
2004年、プレス成形シミュレーションソフトPAM-STAMPを導入しました。
2012年、ハイテン化の流れもあり、J-STAMPを追加導入しました。
2017年、成形解析能力UP、リードタイム短縮の為、AutoFormを追加導入しました。
このプロセスを行うことによって、1stトライアル後に判明していた、板厚減少、シワ、割れ、重なり等の成形トラブルを事前に把握でき、それらの問題を金型に織り込んでおく事で、 金型造りおいてのリードタイム短縮及び高品質な金型を提供することができる様になりました。
故に、当社においてはこのプロセスは設計着手前に行っています。
また、自動車業界における益々の車両軽量化における板材料の強度化、ハイテン化によるプレス成形の高難易度化に対応する為、当社においては、数種類のプレス成形シミュレーションを駆使し、スプリングバック解析の強化にも日々努めております。
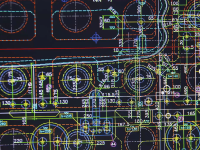
設計計画・アイディア構築を行い、金型の構想を考え、
プレス成形シミュレーションの結果を基に工程要領図、設計図を作成していきます。
このプロセスは当社では設計課で行います。
【設計計画】
金型・プレス部品の難易度及び進捗状況を基に、設計担当者を決定します。
【アイディア構築】
過去の金型を参考にしたり、長年培ってきたノウハウや知識を基に、
当社の設計者によって金型構想を考えます。
【レイアウト図・工程要領図作成】
上記の解析を基に、設計の計画図ともいえるレイアウト図・工程要領図を作成します。
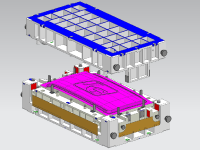
【設計図作成】
レイアウト図・工程要領図を基に実際に金型の設計図を作成していきます。
基本的に全てのプロセスが当社では内製化されているので、
過去の様々な不具合や改善点等の情報を設計図に織り込むことでより高品質な金型造りを可能にしています。
更に当社では、2D CAD設計・3D CAD設計を使い分け、大物の外観部品から骨格部品、小物部品、
高ハイテン部品とさまざまな金型に対応することができます。

上記プロセスにて設計した2D・3D設計図を基に当社の様々なCAD/CAMソフトを駆使し、2D・3D加工データを作成します。
このプロセスは当社ではCAD/CAM課で行います。
【スケジュール作成】
ここでは2D・3D加工データを作成する為のスケジュールを作成します。
当社では加工データを用いて、データ加工は夜間無人加工で行っている為、ここではその夜間の加工スケジュールも同時に作成しています。
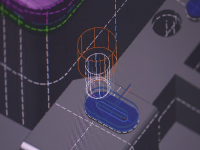
【2D加工データ作成】
ここでは設計プロセスで作成した2D・3D設計図を基に、金型構造部や金型部品の加工データを2D・3D CAD/CAMによって作成しています。
【3D加工データ作成】
ここでは金型の製品形状部の加工データを3D CAD/CAMによって作成しています。
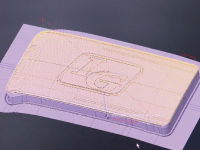
【切削シミュレーション】
上記のプロセスで作成した2D・3D加工データを、切削シミュレーションソフトによってPC上で模擬加工を行い不具合等が無いか、確認・検証を行います。
このプロセスを行うことによって、実際の加工時のトラブルを無くし、夜間の無人加工を可能にしています。
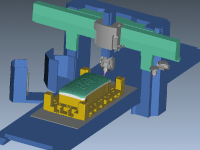

金型への組付け用の鋼材加工、穴あけ加工、構造部加工、形状部加工、夜間無人加工等を、
本社、矢野工場、九州工場の3拠点のマシニングセンターで行います。
このプロセスは当社では機械課で行います。
【一次加工】
ここでは金型組付け用鋼材加工、基準面加工、穴加工等を行います。
【二次加工】
ここでは構造部加工、組付け用穴加工、プロファイル加工等を行います。
【夜間無人加工】
加工データプロセスで作成した2D・3D加工データを使用し、
当社の3拠点の各マシニングセンターによって加工を行います。
当社においてこの加工はスケジュール管理され、夜間無人で加工を行います。
これらによって金型製作におけるリードタイム短縮を可能にしました。


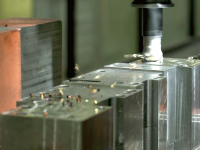
加工した鋼材部品を金型へ組付け、金型として仕上げ、当社のプレス機で客先の要求される金型及び、プレス部品が要求される精度を満たしているか確認します。
このプロセスは当社では仕上課で行います。
【組付け・仕上】
ここでは金型加工プロセスで加工し、焼き入れ等をした鋼材を、人間の手によって歪み取りや仕上をし、金型の構造部に組み付けをし、金型として仕上ていきます。
【トライアル検査】
最後に出来上がった金型を当社のプレス機にセットし、実際にトライアルといわれる金型の動作確認を行います。
このプロセスで金型自体の確認を行い、
金型をプレスすることによって出来るプレス部品が客先の要求される製品精度を満足しているかも確認します。



トライアルで出来たプレス部品を精度測定や精度解析を行います。
このプロセスは当社では主に技術課で行います。


【手動測定】
トライアルで出来たプレス部品を客先から支給される検査具にセットし、手動で精度測定を行います。
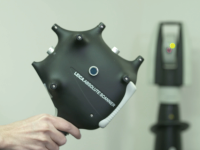
【非接触測定】
トライアルで出来たプレス部品を非接触測定機を用いて精度測定を行います。
この測定結果は、精度測定はもちろんのこと、工程間のプレス部品の変化確認や、成形量の見込みの解析やリバースエンジニアリングとしても使用出来ます。
ここでも当社の蓄積されたノウハウを基に様々な解析を行います。
【最終判断】
このように当社で様々な解析・測定を行い、当社内で品質判断をし、客先へ高品質な金型を納める事を可能にしております。

上記のそれぞれの長いプロセスを経て、金型が出来上がり、それぞれの客先に納品されていきます。
高難易度の金型になれば、設計スタートから客先に最終的に金型が納品されるまで、1年以上の期間を要する場合もあります。
金型製造について
IGAWAの金型製造について 
詳しくはこちらから。 |
業務プロセス
金型の製作に関する業務 
詳しくはこちらから。 |
IGAWAの技術
IGAWAの技術について 
詳しくはこちらから。 |

|